Sheet Metal Bend Relief Formula
Http Files Engineering Com Download Aspx Folder B0283dfb F6a8 4c7c 8207 Eb6510b27548 File Sheet Metal Design Considerations Pdf

Bend Allowance Sheetmetal Me
Sheet Metal Fabrication Fundamental Cad Infield Fabrication Design

Layout And Forming Part Four

Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts

Sheet Metal Bend Design Equations And Calculation Engineers Edge Sheet Metal Metal Bending Sheet Metal Work
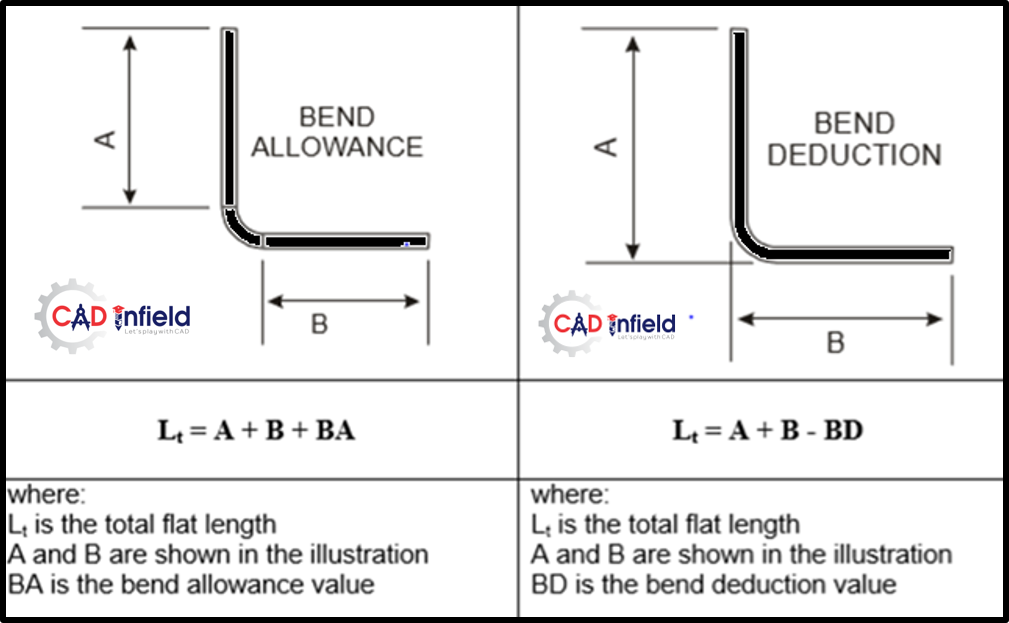
The bend allowance describes the length of the neutral axis between the bend lines or in other words the arc length of the bend.
Sheet metal bend relief formula.

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Analyzing The K Factor In Sheet Metal Bending

Following Dfm Guidelines For Working With Sheet Metal Machine Design

Advanced Catia Sheetmetal Grabcad Tutorials
2014 Solidworks Help Bend Allowance And Bend Deduction

Bending Metalworking Wikipedia

Sheet Metal Understanding K Factor

K Factor Sheetmetal Me

Newbee Sheetmetal Question Autodesk Community Fusion 360
Https Cdn2 Hubspot Net Hubfs 340051 Design Guides Xometry Designguide Sheetmetal Pdf
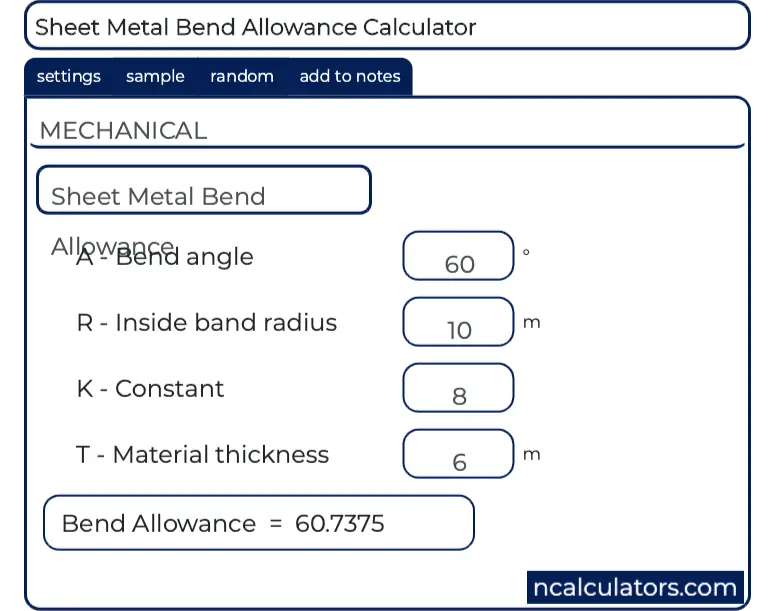
Sheet Metal Bend Allowance Calculator

7 Must Follow Sheet Metal Design Guidelines To Strengthen Your Design

Minimum Versus Recommended Inside Bend Radius
About Y Factor And K Factor
Aluminum Sheet How To Bend Aluminum Sheet

Sheet Metal Interrogation Paperless Parts Knowledge Base

Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg

Harsle Blog Analyzing The K Factor In Sheet Metal Bending Part Ii
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau

What Does Hose Bend Radius Mean Hose Plumbing Techniques

Sheet Metal Design Guide Geomiq
Large Bend Radius Sheetmetal Me
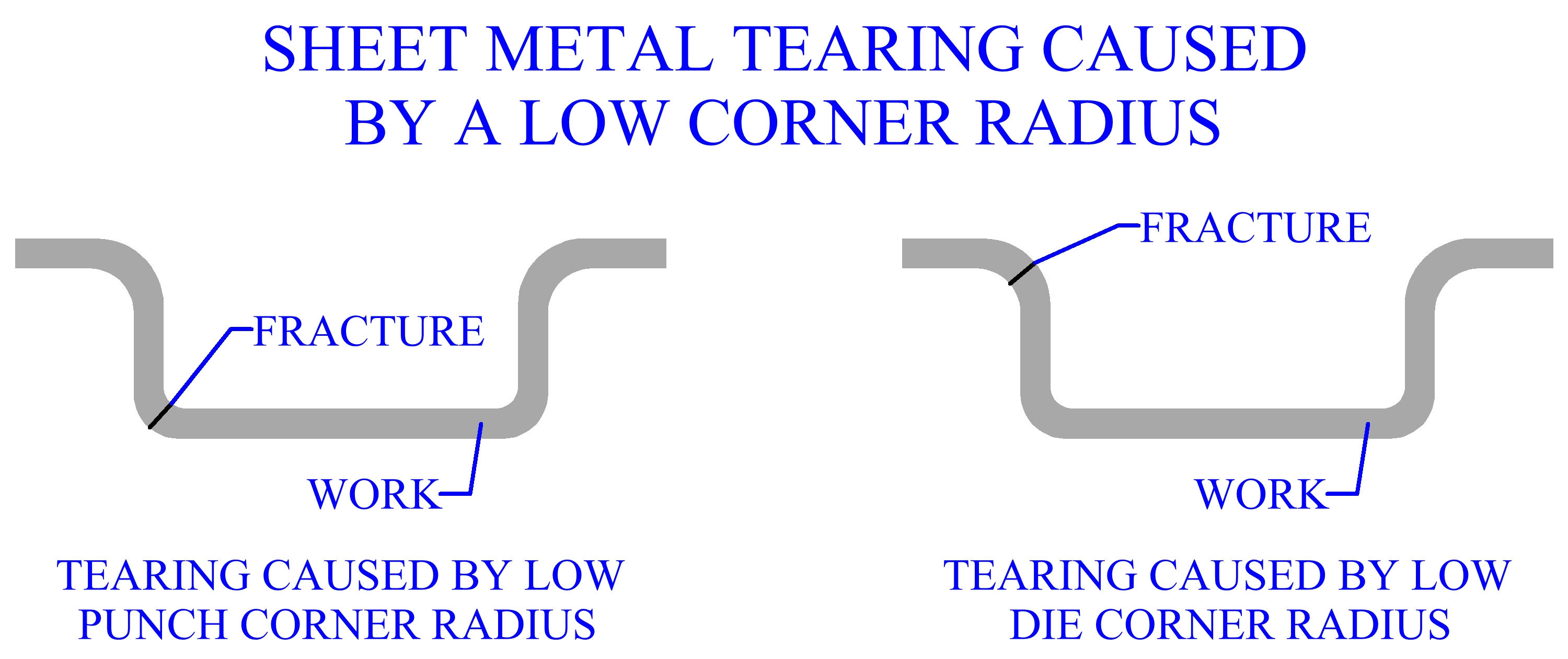
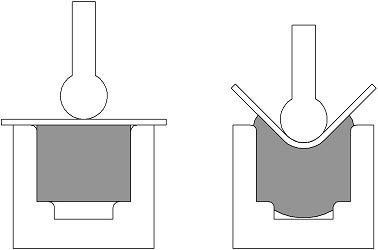
Deep Drawing Of Sheet Metal

Bending Basics The Hows And Whys Of Springback And Springforward
Source : pinterest.com
