Removing Warping In Aluminum Sheet Metal

How To Control The Warping Of Parts In Thin Sheet Metal Fabricating And Metalworking
Polish Aluminum Sheet Metal To Mirror Finish Youtube

Warping Thin Metal Abrasive Blasting Kramer Industries Inc

Artist Kevin Caron Shows How To Prevent Warping When Welding Welding Welding And Fabrication Caron

Homemade Louver Punch And Die Set Custom Metal Fabrication Metal Projects Aluminum Sheet Metal

Controlling Warpage In Welding For Sheet Metal Fabrications Wiley Metal

An ounce of prevention the battle between hot cold.
Removing warping in aluminum sheet metal.

How To Gas Weld Aluminum Sheet Metal With A Cobra Torch From Eastwood Youtube

Nordicware Baking Sheet Heavy Gauge Won T Warp In The Oven Or In Your Hand Removing It From A Hot Oven Stainless Mak Nordic Ware Classic Cookies Cookie Sheet

Your Access To This Site Has Been Limited Tig Welding Welding Aluminum Spot Welding

Aluminum Sheet Metal Buck Riveted Aviation Inspired Chair Rear View Industrial Style Furniture Metal Furniture Aviation Decor Aviation Furniture
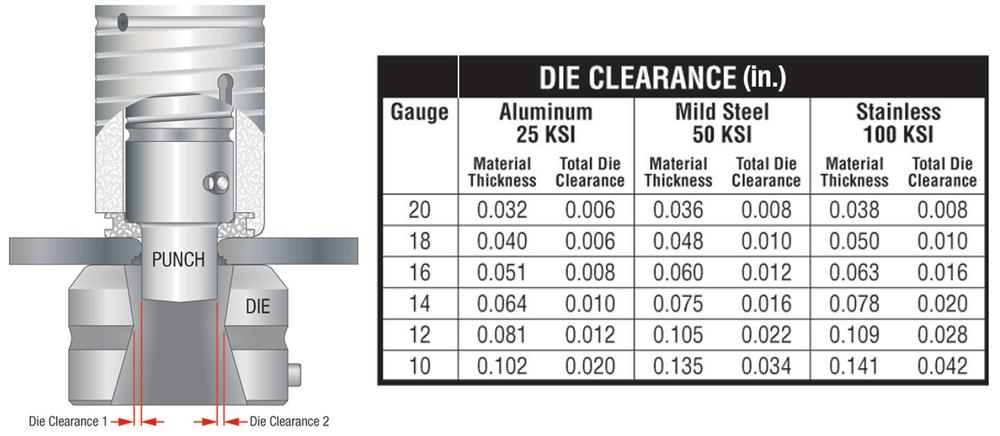
Maximum Sheet Metal Punching Minimal Distortion

Making Aluminium Box From Aluminium Sheet Making Videos Madeinindia Youtube Diy Box Aluminium Sheet Aluminium

Reducing Rework In Manufacturing 5 Tips To Improve Mig Welding Sheet Metal

Perforated Aluminum Sheet Metal Salvage 2 Sheets Aluminum Sheet Metal Decorative Metal Screen Metal Screen

How To Cut Aluminum Sheet Metal
Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife Mate

Huge Vintage Marquee Sign Letter Aa G Extra Large Pink Wall Hanging Initial Neon Channel Industrial Advertising Salvage Vintage Marquee Sign Lettering Marquee Sign Letters

Pin On Cards

Pin On Boxes Baking Supplies

Tig Welded Aluminium Interior Flood Light Fitting Housing Waiting To Be Cleaned Off And Th Welding And Fabrication Aluminum Fabrication Sheet Metal Fabrication

Metal Roofing Colors Guide Metal Shingle Roof Metal Roof Colors Shingle Colors

Sandblasting Vs Abrasive Blasting What S The Difference When It Comes To Www Amzn To 2zsiqav Www Amzn To 2zsiqav In 2020 Sandblasted Paint Remover Automotive Paint

Metal Tangles Lesson Bundle Or Ebook Eni Oken In 2020 Metal Art Techniques Metal Embossing Art Tin Foil Art

Wondering Why Your Pans Warp On The Bottom And How To Prevent It Check Out This Blog Post From Cookware Company Swiss Diamo Aluminum Uses Cookware Glassware
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsvmsfbieiwcdksqbl3tetrtranrcl0jfjxs9b1adptrq Dgl C Usqp Cau

Sandblasting Used Shot Blasting Equipment For Sale Blast Cleaning Sand For Sandblasting Sand Blasting Machi Sand Blasting Machine Huizhou Where To Buy Sand

Pin On Farmgirl Kitchen

Jb Prince 9 Cake Pan With Removable Bottom Review Cake Pans Bakeware Set Cake Pan Sizes

Aluminum Siding Problems That Are Unavoidable Feldco

Presto 22 Inch Electric Griddle With Removable Handles Electric Griddle Griddles Cooking Temperatures
Source : pinterest.com
